销售热线
主营:欧姆龙,三菱,安川,Pro-face


 3.5 台达伺服系统调试
(1)手动调试。在整个系统的机械安装和电器的连接完毕后,首先利用上位系统或台达伺服所具有的手动控制方式,同时将所有伺服的参数P0-02设置成14,让机构的X轴和Y轴进行往复的运动,在伺服的显示屏上会显示伺服在此机构上面应用的转动惯量JL/JM,我们利用台达伺服的调试小软件GAIN.EXE,将伺服显示的转动惯量JL/JM和我们通过调试计算出来的响应频宽B.W输入的GAIN.EXE软件中,在点胶机中我们测试出伺服的转动惯量JL/JM、响应频宽B.W是80,计算出来我们需要的参数,把这些参数手动输入的伺服控制器中,点胶机即可正常运行。
(2)自动调试。这种调试比手动要简单了,首先也要像手动那样先将转动惯量JL/JM测试出来,把这个值输入到参数P1-37中,再把参数P2-31设置成64、P2-32设置成5,这样点胶机就可以正常运行了。
手动调整比自动调整要精确的多,可以通过多次的加工测试来测试出一组最适合整个机构的参数;但是手动调整的时间要比较长,花费的工期也比较多,同时在成批量生产的过程中,伺服参数的输入等也都非常的不方便;台达A系列伺服的高性能、整定时间短、在点胶机应用中的调频参数比较宽等等,所以我们在点胶机的正常应用中使用自动调整比较多一点。
(3)数控系统参数的说明。中达电通的数控系统在点胶机应用中需要更改的参数说明:
0093: 00000256:主仆式功能设定;256=设定单节间不停顿模式;
0118: 00000100:X轴解析度分母设定(编码器一转脉冲数);
0119: 00000120:X轴解析度分子设定(导螺杆的螺距);
0120: 00000100:Y轴解析度分母设定(编码器一转脉冲数);
0121: 00000120:Y轴解析度分子设定(导螺杆的螺距);
0122: 00000100:Z轴解析度分母设定(编码器一转脉冲数);
0123: 00000120:Z轴解析度分子设定(导螺杆的螺距);
0124: 00000100:A轴解析度分母设定(编码器一转脉冲数);
0125: 00000120:A轴解析度分子设定(导螺杆的螺距);
0130: 00000001:X轴设定回机械原点的方向;0=正向、1=负向;
0131: 00000001:Y轴设定回机械原点的方向;0=正向、1=负向;
0132: 00000001:Z轴设定回机械原点的方向;0=正向、1=负向;
0133: 00000001:A轴设定回机械原点的方向;0=正向、1=负向;
0154: 00000001:X轴设定伺服电机的旋转方向;0=正向、1=负向;
0156: 00000001:X轴设定伺服电机的旋转方向;0=正向、1=负向。
(4)ASDA伺服参数的说明。ASDA伺服在点胶机应用中需要更改的参数说明,这里我们以X轴的参数为例。
P0-02:14:驱动器的状态的显示;用来显示机构的转动惯量
P1-01:2:控制模式及控制命令输入源的设定;
P1-37:11:伺服电机的负载惯量比;在自动模式下用来设定伺服电机的负载惯量比;
P1-44:12、P1-45:10:电子齿轮比的分子、分母;使伺服电机带动的滚珠丝杠等机构运动的距离与上位机要求的距离相同;
P2-00:125:位置控制增益;主要控制伺服位置环回路的应答性;
P2-04:5526:速度控制增益;主要控制伺服速度环回路的应答性;
P2-06:80:速度积分补偿;控制伺服电机、机构的固定偏差和整个机构的抖动;
P2-25:3:共振抑制低通滤波;用来设定共振抑制低通滤波的时间常数;
P2-26:14:外部干扰抵抗增益;用来增加对外力的抵抗能力并降低加减速的过冲现象;
P2-31:64:自动及简易模式设定;在自动模式时用来设定响应的频宽;
P2-32:5:增益调整方式;设定伺服的调整模式为PDFF自动模式即负载惯量比固定,伺服的响应频宽可调整。
4结束语 点胶机是具有广泛应用前景的手机塑壳生产线、PCB板生产线、SMT混装生产线的重要设备。中达数控点胶机可以有效减少生产线的生产周期时间。对于生产效率和设备的稳定性的提高来说,伺服自动化也还要依靠科学的管理和优秀的操作配合以及良好的设备维护与保养来实现。随着市场竞争的日趋激烈,该项目将会在越来越多的企业应用中创造显著的经济效益。
3.5 台达伺服系统调试
(1)手动调试。在整个系统的机械安装和电器的连接完毕后,首先利用上位系统或台达伺服所具有的手动控制方式,同时将所有伺服的参数P0-02设置成14,让机构的X轴和Y轴进行往复的运动,在伺服的显示屏上会显示伺服在此机构上面应用的转动惯量JL/JM,我们利用台达伺服的调试小软件GAIN.EXE,将伺服显示的转动惯量JL/JM和我们通过调试计算出来的响应频宽B.W输入的GAIN.EXE软件中,在点胶机中我们测试出伺服的转动惯量JL/JM、响应频宽B.W是80,计算出来我们需要的参数,把这些参数手动输入的伺服控制器中,点胶机即可正常运行。
(2)自动调试。这种调试比手动要简单了,首先也要像手动那样先将转动惯量JL/JM测试出来,把这个值输入到参数P1-37中,再把参数P2-31设置成64、P2-32设置成5,这样点胶机就可以正常运行了。
手动调整比自动调整要精确的多,可以通过多次的加工测试来测试出一组最适合整个机构的参数;但是手动调整的时间要比较长,花费的工期也比较多,同时在成批量生产的过程中,伺服参数的输入等也都非常的不方便;台达A系列伺服的高性能、整定时间短、在点胶机应用中的调频参数比较宽等等,所以我们在点胶机的正常应用中使用自动调整比较多一点。
(3)数控系统参数的说明。中达电通的数控系统在点胶机应用中需要更改的参数说明:
0093: 00000256:主仆式功能设定;256=设定单节间不停顿模式;
0118: 00000100:X轴解析度分母设定(编码器一转脉冲数);
0119: 00000120:X轴解析度分子设定(导螺杆的螺距);
0120: 00000100:Y轴解析度分母设定(编码器一转脉冲数);
0121: 00000120:Y轴解析度分子设定(导螺杆的螺距);
0122: 00000100:Z轴解析度分母设定(编码器一转脉冲数);
0123: 00000120:Z轴解析度分子设定(导螺杆的螺距);
0124: 00000100:A轴解析度分母设定(编码器一转脉冲数);
0125: 00000120:A轴解析度分子设定(导螺杆的螺距);
0130: 00000001:X轴设定回机械原点的方向;0=正向、1=负向;
0131: 00000001:Y轴设定回机械原点的方向;0=正向、1=负向;
0132: 00000001:Z轴设定回机械原点的方向;0=正向、1=负向;
0133: 00000001:A轴设定回机械原点的方向;0=正向、1=负向;
0154: 00000001:X轴设定伺服电机的旋转方向;0=正向、1=负向;
0156: 00000001:X轴设定伺服电机的旋转方向;0=正向、1=负向。
(4)ASDA伺服参数的说明。ASDA伺服在点胶机应用中需要更改的参数说明,这里我们以X轴的参数为例。
P0-02:14:驱动器的状态的显示;用来显示机构的转动惯量
P1-01:2:控制模式及控制命令输入源的设定;
P1-37:11:伺服电机的负载惯量比;在自动模式下用来设定伺服电机的负载惯量比;
P1-44:12、P1-45:10:电子齿轮比的分子、分母;使伺服电机带动的滚珠丝杠等机构运动的距离与上位机要求的距离相同;
P2-00:125:位置控制增益;主要控制伺服位置环回路的应答性;
P2-04:5526:速度控制增益;主要控制伺服速度环回路的应答性;
P2-06:80:速度积分补偿;控制伺服电机、机构的固定偏差和整个机构的抖动;
P2-25:3:共振抑制低通滤波;用来设定共振抑制低通滤波的时间常数;
P2-26:14:外部干扰抵抗增益;用来增加对外力的抵抗能力并降低加减速的过冲现象;
P2-31:64:自动及简易模式设定;在自动模式时用来设定响应的频宽;
P2-32:5:增益调整方式;设定伺服的调整模式为PDFF自动模式即负载惯量比固定,伺服的响应频宽可调整。
4结束语 点胶机是具有广泛应用前景的手机塑壳生产线、PCB板生产线、SMT混装生产线的重要设备。中达数控点胶机可以有效减少生产线的生产周期时间。对于生产效率和设备的稳定性的提高来说,伺服自动化也还要依靠科学的管理和优秀的操作配合以及良好的设备维护与保养来实现。随着市场竞争的日趋激烈,该项目将会在越来越多的企业应用中创造显著的经济效益。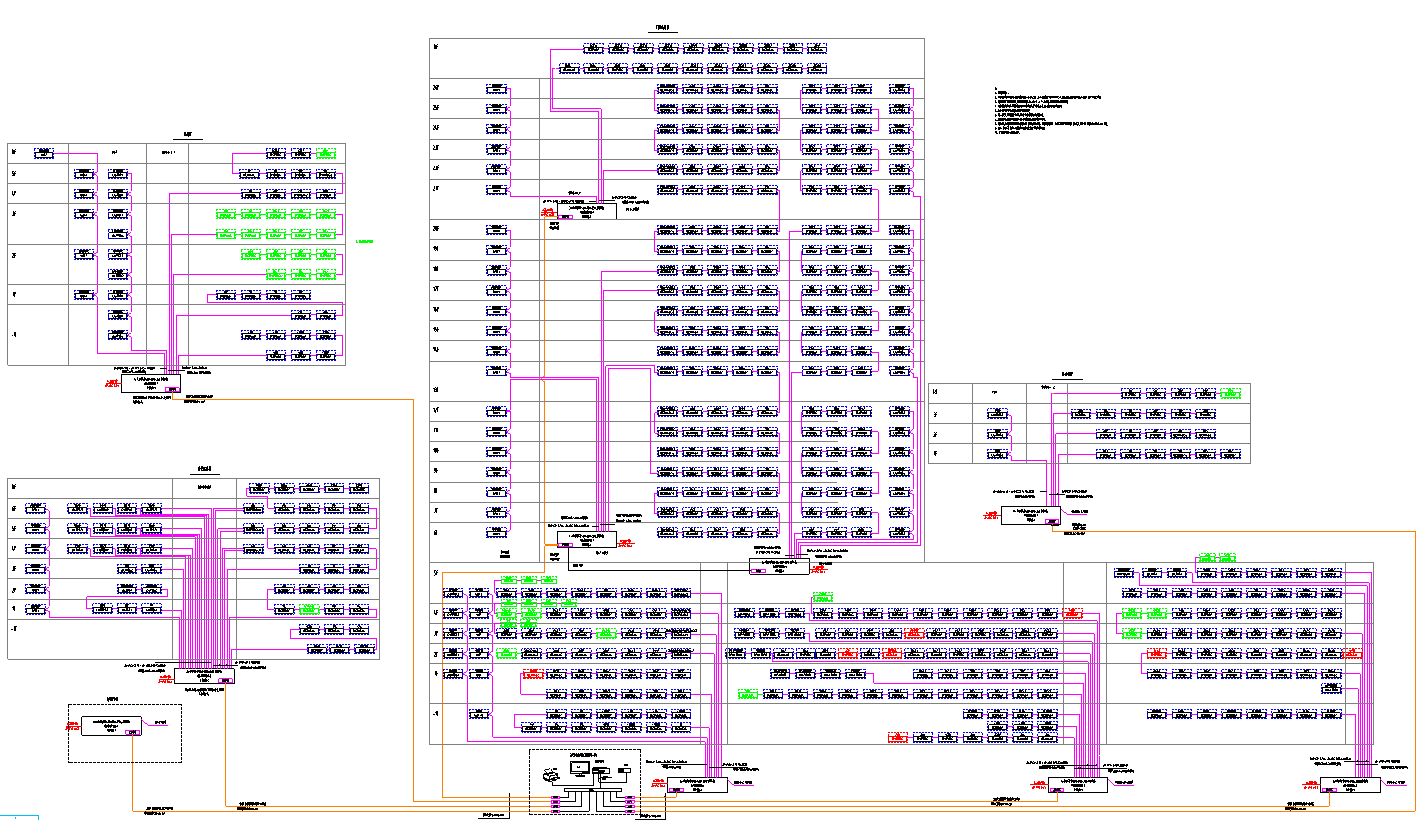
目前,我国已经是世界上能源生产和消费大国,统计显示,我国建筑能耗约占全国总能耗的28%,在我国每年新建的20亿平方米建筑中,其中99%是高能耗建筑;而既有的建筑中,仅有4%采取了节能措施。大型公共建筑

智能医疗,是将物联网技术应用于医疗领域,借助联网化、数字化、可视化技术,实现远程医疗、智慧医疗。 厦门四信系物联网无线通信领域专业、务实的高新技术企业。日前,四信M2M通信终端,在新型智能医疗

安检机遍布,工控机要如何稳定应用来确保安全无虞?公共安全是已发展的国家、城市的必要规划,广泛适用于机场、火车站、汽车站、政府机关大楼、大使馆、会议中心、会展中心、酒店、商场、大型活动等场所以策人民

激光的独特特性是它是高度相干性。高空间相干性意味着激光束可以聚焦成小光斑,准直光束可以以最小的色散距离传播。激光也能产生时间相干性高的光。这意味着所发出的光具有窄谱或是单一颜色。时间相干性也使得能够
煤矿皮带机变频节能改造方案一皮带机说明多驱皮带机煤矿运输系统中随处可见。在皮带机起动过程中,如果不加设软起动装置,过大的张力波动极易引起皮带被撕断。而且,工频起动时,启动电流为电机额定电流的47倍。
赵斌1安科瑞电气股份有限公司,上海 嘉定 201801;摘要:介绍苏州吴中长桥街道农贸市场电能管理系统,采用智能电力仪表采集配电现场的各种电参量和开关信号。系统采用现场就地组网的方式,组网后通过现场总
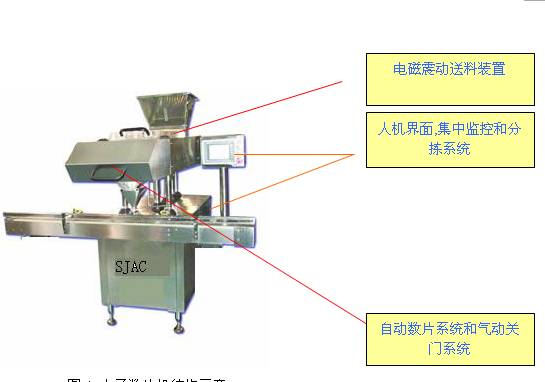
上海嘉智电器有限公司 李庆春摘 要:在介绍电子数片机的工艺功能和商业价值的基础上,重点讨论台达机电产品在电子数片机上的解决方案。关键词:数片机 定时器 PLC 1引言 由于GMP认证对制药机械行业

中达电通公司 沈阳机电业务处 FAE 孙承志摘 要:本文主要介绍台达机电产品在中空纤维生产线上的良好整合应用,体现了台达机电产品在电气控制系统上整合应用的高性价比、技术方案优势。关键字:PLC 人