销售热线
主营:欧姆龙,三菱,安川,Pro-face

 竹节纱工艺计算公式为
其中牵伸倍数可调整,竹节长度和竹节距离可直接输入所需尺寸,竹节粗度则按所需倍数直接输入。此外,工艺过程中还需试纺确定。
纺制竹节纱除正常的各项指标外,竹节指标主要有竹节长度、竹节距离以及竹节粗细。影响这些指标的因素主要有:前罗拉转速、前罗拉直径、锭子转速、牵伸比、牵伸加压系统、纺制的品种等。一旦上述参数确定,那么就确定了所纺竹节纱的指标。
3 出厂纺纱工艺参数确定
首先,确定基纱的正常工艺数据,试纺定量是否正常。按设定的基纱工艺参数,输入正确的竹节工艺。其中,参数包括牵伸倍数、细长、粗长、细度和粗度。然后进行试纺竹节工艺,检测是否符合要求。工艺确定,正式生产。
竹节粗度为直接输入所需倍数,若需多种粗度,也是按顺序直接输入即可(无需计算);竹节长度、竹节距离:整体调节可修改;粗长系数为竹节长度整体修正系数,细长系数为竹节距离整体修正系数也可单节修改(逐段修改);定量偏差为可修改牵伸倍数。
正常纱与竹节纱切换可直接通过PLC控制,如长时间不纺竹节则摘掉链条即可,恢复正常纺纱状态。此外,测速系统不须设置,其将自动跟踪。
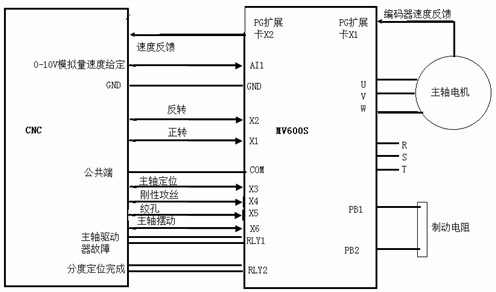
4 伺服驱动参数设置
伺服驱动参数设置如表2所示。
竹节纱工艺计算公式为
其中牵伸倍数可调整,竹节长度和竹节距离可直接输入所需尺寸,竹节粗度则按所需倍数直接输入。此外,工艺过程中还需试纺确定。
纺制竹节纱除正常的各项指标外,竹节指标主要有竹节长度、竹节距离以及竹节粗细。影响这些指标的因素主要有:前罗拉转速、前罗拉直径、锭子转速、牵伸比、牵伸加压系统、纺制的品种等。一旦上述参数确定,那么就确定了所纺竹节纱的指标。
3 出厂纺纱工艺参数确定
首先,确定基纱的正常工艺数据,试纺定量是否正常。按设定的基纱工艺参数,输入正确的竹节工艺。其中,参数包括牵伸倍数、细长、粗长、细度和粗度。然后进行试纺竹节工艺,检测是否符合要求。工艺确定,正式生产。
竹节粗度为直接输入所需倍数,若需多种粗度,也是按顺序直接输入即可(无需计算);竹节长度、竹节距离:整体调节可修改;粗长系数为竹节长度整体修正系数,细长系数为竹节距离整体修正系数也可单节修改(逐段修改);定量偏差为可修改牵伸倍数。
正常纱与竹节纱切换可直接通过PLC控制,如长时间不纺竹节则摘掉链条即可,恢复正常纺纱状态。此外,测速系统不须设置,其将自动跟踪。
4 伺服驱动参数设置
伺服驱动参数设置如表2所示。
表2 伺服驱动参数设置



【摘要】 本文主要介绍了台达ES2系列PLC、DOP-B系列触摸屏与台达B2伺服系统在蛇皮袋生产机上的综合应用。。 【关键字】 台达ES2系列PLC、触摸屏、伺服控制系统 【正文】

面对智能制造时代发展要求,激光加工技术与现代数控技术相结合,衍生出的数控激光切割机以其柔韧性和灵活性正逐步取代传统加工手段,市场空间不断拓宽。1、数控激光切割机助力智能制造数控激光切割,代表着现代

DELTA products applied to the Uniform low wet pick-up system中达电通江苏大区支援处 张根军摘要:低给液在纺织工艺上很常见,也很重要。本文

ETC是不停车电子收费系统,于2014年由我国交通运输部发起ETC全国联网工作,在提高交通运输通行效率、节能减排等方面作用显著,正在城市停车领域发展迅速。01ETC停车场建设是由智慧城市、智能交通
小编看到很多人用PLC做锅炉的控制器,PLC有着很高的可靠性。但用了PLC的锅炉就很安全了?下面曼能节能小编为大家详细分析一下。一.关于PLC的几个问题:1.你知道PLC的故障率有多高吗?2.PLC
工业燃气是工业生产过程中常用材料,燃气在切割、焊接、培烧、烤校、热处理等方面应用广泛,另一方面,因为燃气本身特性,使用起来也有一定的危险,务必对其进行监管,使用燃气智能管理设备成了必要手段。但大多数

安科瑞华梅超江苏安科瑞电器制造有限公司摘要:本文简述了消防设备电源的组成原理,分析了消防设备电源监控系统在应用中的设计依据和相关规范。后通过安科瑞消防设备电源监控系统在济南高新万达广场项目的实例介绍
引言: 随着机械制造业的不断发展,工件的加工复杂程度越来越高,普通的机床无法一次完成加工。加工中心备有刀库,具有自动换刀功能,对工件一次装夹后进行多工序加工的数控机床。加工中心是高度机电一体化的产品