销售热线
主营:欧姆龙,三菱,安川,Pro-face
摘 要:应用触摸式液晶屏即人机介面,直接输入焊接参数,显示参数、历史趋势曲线,控制工程现场轨道接轨焊接。
关键词:轨道 顶锻 现场 自动化
1 引言
铁路和轨道交通的路轨是在工程现场完成接轨焊接的,最终使一般长50米短钢轨条经焊接成为长距无缝铁轨。现场完成接轨焊接使用的气压焊技术和设备,过去二十几年一直延用手工操作类型的气压焊设备,工艺和工序进程完全凭施工人员经验和眼力判定,顶锻与推凸工步不连贯,顶锻完成后必须将压力泻释方能开始推凸,其弊端是此刻钢轨焊缝处温度仍在1200℃左右,焊缝处金属原子正处于互相扩散而进行再结晶的塑性状态,泻压推凸势必严重影响再结晶效果,降底焊接质量,稍有延迟焊缝处温度快速下降,尤其冬季里施工更为明显,甚至无法推凸或焊缝被拉开,人为因素多并且难以保正焊接参数一致性。
2 系统原理设计
针对上述诸多问题,提出移动式小型气压轨道自动化焊机改造项目。整套设备采用模块化设计,保压推凸。由可编程序控制器(PLC)控制整个焊接过程,氧气和乙炔流量控制采用PID调节,人机介面完成参数设置,画面监控,USB口数据转储,作业次数记录打印等。克服人为因素与环境温度对焊接质量的影响,减少操作人员及劳动强度。保正焊接质量持续稳定。系统组成如图1所示。
 图1 系统组成
图1 系统组成
3 系统工艺设计
检查氧气和乙炔钢瓶出口压力是否在规定的范围之内,在确认冷却系统水管畅通条件下,按动自动控箱操作面板上“启动”按钮之后,以下各个工步将按照所设置的参数自动地执行下去;直到焊接结束包括打印报告数据转储在内一次性完成,最后自动将机械复位,为下次焊接作好准备。
3.1 系统启动
按下启动按钮,PLC中系统控制区画面编号寄存器(SNIR)将人机切换到“工作状态一览表”画面,见图2所示。油泵起动油压从0 Mpa升到预顶压强,将两段待焊钢轨对严,下一步自动地开启两个气体质量流量控制器,点燃加热器,摆火机构开始慢速
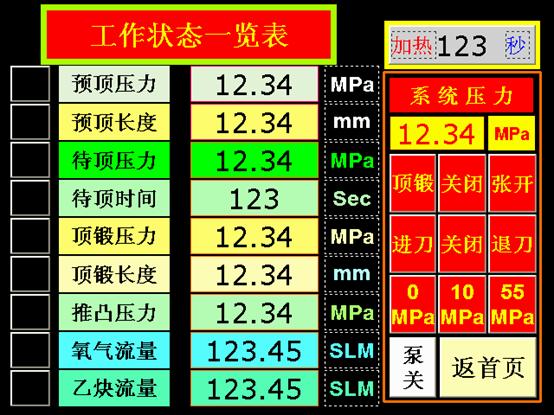
图2 主工艺画面
摆动,钢轨焊接端面在无污染条件下加热升温,我们称谓此为待顶工步,在此期间钢瓶内气体压力有向低变化趋势;加热器本身温度上升使火孔缩小,为此在氧气和乙炔气体质量流量的控制中应用了PID调节程序,使其加热功率大,火焰稳定,热力场分布合理,这方面手工操作方式的气体控制箱是不能比拟的。在此期间也可以通过自控箱上的微调按钮随时调节氧气乙炔流量和配比,使其加热火力达到最佳状态。
3.2 接轨焊接控制
轨道接轨焊接的工艺由顶锻与推凸过程实现。PLC通过磁性标尺的相对位置变化检测到预顶锻量达到设定值时,自动将系统压力降到待顶压力值,加热器继续加热,待加热时间到设定值后立即进入顶锻工步,同时摆火速度加快,磁性标尺检测到顶锻量等于设置的数值时则关闭氧气和乙炔阀门,停止摆火和加热。保压阀切换保压位置使压机处保压状态不变,尔后推凸阀动切换到进刀位置,系统油压上调的同时开始推凸操作,刀架前移趋动推刀除掉焊瘤部分。PLC通过压力传感器判别推凸状态,如果推凸压力在增大趋势时突然变小说明推凸结束。整个焊接周期五分钟左右时间。
3.3 降温保压控制
推凸结束后推凸阀自动切换到推凸退刀位置,使其退刀到位后,高压油泵压力自动调节到0 Mpa,尔后油泵电动机停止工作。PLC中系统控制区画面编号寄存器(SNIR)将人机切换到“工作报告”画面并启动打印程序,将其打印输出(根据需要可以多次打印输出)。次刻压机仍然在保压,直到焊口自然冷却后方撤压。
3.4 数据记录
关于画面转储,自动控制箱面板上除了微型热敏汉字打印机外,还有一个USB接口(USB Host Ver1.1口用于接驳可移动U盘),通过在人机画面放置一个按钮,此按钮属性为:据取画面,其功能将本画面上的全部内容以BMP格式存储在可移动U盘上(人机编辑软件Sersion 1.05.76版本有此功能,要求U盘格式化为FAT32)。这样焊接工作数据报表和历史趋势曲线等资料十分方便地通过U盘转储到个人计算机上作为技术留档,为以后查阅分析总结打印提供原始数据,如图3所示。

图3 工艺数据记录
4 自动化系统实现
4.1 电控系统
(1)人机界面:人机介面型号选择台达DOP-AE80THTD型触摸屏。其特点是DOP-AE80THTD型人机介面,在野外冬季工作温度可以达零度;夏季在阳光阴影下图形和文本显示清晰。(估测DOP-AE80THTD亮度在350cd/m2)。
DOP-AE80THTD的显示分辩率为640×480;65536种颜色;画面和数码照片一样逼真,外观精美大方。开发使用方便,功能完善强大的编辑软件赋有人性化,完全适合该系统要求。配置2个串通讯接口UART和2个USB接口,其中COM2/RS458和可编程序控制器(PLC)相连;一个USB Host Ver1.1口用于接驳移动U盘,作为整个画面内容转儲。
人机介面中的焊接参数设置画面运用了画面开启宏和画面关闭宏功能及画面周期宏功能Cycle。在校对PLC内部时钟与人机介面时钟时,要求同步,用GETSYSTEMTIME命令和资料搬移MOV命令,配合画面上“系统时间日期按钮”十分方便地将实时时间设置在PLC中,这样PLC内时钟与人机时钟和当地时区时间三者统一,保正作业记录的实时性和准确性。其他如氧气流量设置,乙炔流量设置,位移量设置,预顶压力设置,顶锻压力设置等完全用实数,既三位整数二位小数表示。而加热时间参数设置等用三位整数表示。重要参数如预顶压力和待顶压力,如果您在数值上设置不合符要求人机则会用闪动“错”字和声音报警,一直到设置正确显示“对”字为止。并且系统掉电后所设置的参数也不会丢失。
设置参数一共八项:①预顶压力 12.34 Mpa ;②待顶时间 123 Sec ;③待顶长度 12.34 mm ;④待顶压力 12.34 Mpa ;⑤顶锻长度 1.23 mm ;⑥顶锻压力 12.34 Mpa ;⑦氧气流量 123.45 SLM ;⑧乙炔流量 123.45 SLM ,如图4所示 。
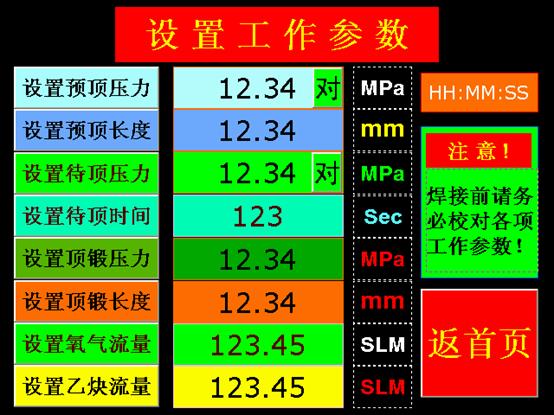
图4 工艺参数设置画面
(2)可编程序控制器PLC:可编程序控制器是整个系统的核心,由CPU单元含数字量和扩展模拟量模块组成。其中数字量完成各个阀门位置检测和限位及气体流量微调等功能;模拟量A/D部分对氧气和乙炔气体质量流量采样、系统压力采样、钢轨顶锻位移量的采样等。D/A部分对氧气和乙炔气体质量流控制阀门开度的控制,气体质量流量的控制由两个独立的具有PID调节功能的闭环系统完成。压力传感器采用扩散硅型,内置压力变送器和线性校正电路,24V供电,输出4—20mA的标准电流信号对应压强0—60Mpa。
4.2 油泵与压机系统
超高压油泵使传递动力的液压油产生最大压强达到60Mpa ,供油量每分钟4立升以上。电动锥式调压阀,压力传感器,PLC和人机介面构成一个闭环控制系统,油泵压力稳准快地跟踪人机所设置压力值。电动式超高压截止阀门能使油路在高低压的条件下快速进行换向并有保持压功能等;其阀门的位置由接近开关(OMRON--PNP)限制。压机总承是在高压油泵作用下能产生最大70吨力,满足钢轨在焊接时顶锻和推凸、保压等工步所需要的力。保正在焊接全部过程中两段钢轨中心在一条直线上,使轨顶面底面轨腰对齐,满足机械强度要求。油泵和压机之间油路用专门快速连结器交连。目前在压强大于32.5 Mpa时换向在液压控制领域里还是尖端技术。
4.3 加热系统
由气源、压力表、控制器;气体混合器;乙炔回火防止器,外燃型加热器;气体过滤器及气体快速接头;冷却循环泵等组成。加热器的火焰孔径大小及分布应保正钢轨断面处受热均匀,按照焊接工艺标准将钢轨加热到塑性状态的温度(一般为1300℃)。应有防止管路回火和防止漏气等安全措施。控制器比较复杂;由PLC部分开关量、模拟单元、人机介面、两个气体质量控制器(D07—9E)组成。特点流量大200SML(N2);线性度±0.2%F.S;准确度高±1.5%F.S;重复精度±0.2%F.S;响应时间1Sec;泄漏率<1×10-8SCCSHe;具有气体通道清洗、关闭、阀控功能
4.4 磁性标尺
由电阻式位移传感器和5.2V基准电源构成,其测量精度达百分之一豪米。三块钕铁硼镶嵌其中,使用时安装拆卸十分便利,不需要设定磁尺几何原点。顶锻量是由PLC程序自动检测并运算出钢轨位移量的相对差值,由人机介面直接显示出来。钢轨被加热到200—1000℃时轴向膨涨明显,则人机界面直接显示出来是负值,同时系统压力有所上升,人机介面实时地动态地反映焊接过程各个参数的变化。
4.5 摆火机构
由直流可调速电动机和可变式曲柄连杆机构及滑动小台车组成,点动按钮能使加热器火孔正对准两钢轨间焊缝,保正点火时焊缝间无积碳污染。摆火电动机转动速度由程序改变,摆火位移线速度按余弦规律变化,这样能使得钢轨受热效果达到最佳化。
5 软件设计
PLC系统配置与梯形图编程,人机介面用画面编辑Screen Editor编程(Sersion 1.05.7),两部分相互配合。
5.1 PLC编程
PLC程序采用模块化方式,将控制程序根据功能分为不同逻辑块即子程序,在主程序( OB1)中可以根据条件调用不同的逻辑块,其特点是主程序简单明了,调试方便,由于逻辑块是有条件的调用,所以CPU利用率高,与人机介面通讯可靠。
5.2 触摸屏编程
(1)设定模组参数:系统控制区8个字长。通迅设置:①人机站号 0 ; ②PLC预置站号2 ; ③通迅端口RS-485 ; ④停止位1Bits ;⑤波特率 9600 ; ⑥奇偶校验 Even。
(2)用画面Gycle宏完成PLC内时钟与人机内时钟同步,创建一个所谓系统画面,并放置<系统时间日期>按钮,其画面开启宏和画面关闭宏指令巨集如下:
SETB (2@V490.0) //系统画面开启宏V490.0=1
END
CLRB (2@V490.0) //系统画面关闭宏490.0=0
END
在系统画面上可以随时地调整人机内时钟(星期暂不用),配合PLC时钟写命令,完成时钟同步。
$100=GETSYSTEMTIME
(2@V236) =$100 //年
(2@V238) =$101 //月
(2@V240) =$102 //日
(2@V242) =$104 //时
(2@V244) =$105 //分
(2@V246) =$106 //秒
END
(3)历史趋势曲线:系统压力与标尺位移共用1号缓冲区,读取PLC地址2@1000;数值单位4(字);取样周期1000 ms ;取样点111 ;触发源 PLC ;记录时间日期 Yes ;
氧气流量与乙炔流量共用2号缓冲区,读取PLC地址2@1008;数值单位4(字);取样周期1000 ms ;取样点111 ;触发源 PLC ;记录时间日期 Yes 。
6 结束语
应用自动控制钢轨气压焊接设备,一次性连续地对十五个钢轨焊接头进行破坏性落锤试验,合格率为百分之百。在实际线路上经过一年多千余次焊接施工,合格率为百分之百,用户反映良好。基于台达自动化技术平台的智能型移动式钢轨气压焊接设备已经通过路局技术鉴定。
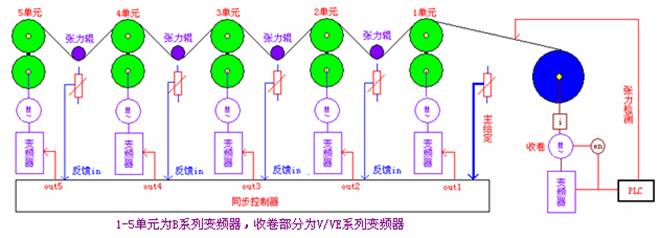
摘 要:本文针对台达机电关注的纺织、印染、造纸等重点行业中经典的同步控制、恒张力控制技术问题,结合台达机电产品自身的特点和优势设计了成熟、完善的同步控制和恒张力控制的方案,为长期困扰客户的核心技术

随着科学技术和国民经济的迅猛发展,物联网、大数据、数字视频、云计算及移动互联网等新技术正在不断融入地灾行业中。根据国家十三五规划纲要指导,明确提出要全面提高信息化水平和加快发展服务业,推动信息化和

过去,畜牧业通常会采取全人工的饲养方式,需要投入大量人力与时间,艰苦的工作环境与方式导致投入产业的劳动力短缺,饲养产量也容易因气候、饲育方式落后而受到限制。以养猪业为例,人工饲养难以随时监控猪

旋切机是生产胶合板的主要设备之一,分为有卡旋切机切机和无卡旋切机。设备大多用在偏远的山村,电网供电大多不稳。欧科变频器因为有宽电压设计,电压320v~460v之间波动时仍可正常工作、工作在0400H

1.1市场概述SCADA(SupervisoryControlAndDataAcquisition)系统,即数据采集与监视控制系统。以远程数据采集和监控为主要功能的SCADA系统和DCS、PLC一样
伴随全球第四次工业革命的浪潮,国内工业发展逐步向自动化、数字化、智能化转型,以智能制造为核心纲要的制造业,也正顺应行业发展趋势加速转型。其中,食品加工制造作为重要分支之一,由于劳动力、新能源等生产要
随着社会的发展,地铁出行已经成为生活中必不可少的交通方式之一,尤其是人口众多的大型城市,常有多条地铁线路运行。在地铁系统中轨道不仅对地铁车辆起到支撑的作用,也具备供电及信号传输的功能,轨道本身也需要

为能源技术方面的复杂任务提供的模块化解决方案 除了工业自动化以外,西格玛泰克已经参与能源自动化超过20年。锅炉制造商,热泵或小型发电厂从我们给予的广泛诀窍方面获取利润,可以从广泛的用户特定的硬件调色