销售热线
主营:欧姆龙,三菱,安川,Pro-face

图1 设备示意图
1 设备配置
设备采用台达可编程控制器EH2系列主机加上定位模块01PU-H2和B系列人机界面以及A2伺服B系列变频器来组成核心控制;其中15KW B系列变频器控制刀具主轴,两台A2伺服控制锯片裁切及送料机的送料。
2 设备工艺
在裁切工艺上,为了对物料做到最大限度的使用,可以通过人机界面的初始设定将所裁切的尺寸规划好。裁切分为标准裁切、非标准裁切、裁切整边、锯片裁切、程序裁切等。
2.1标准工艺裁切流程
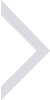
标准工艺裁切流程示意图如图2所示。
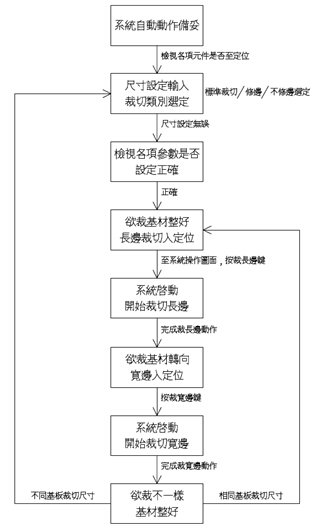
图2 标准工艺裁切流程示意图
2.2裁切整边工艺流程
裁切整边工艺流程示意图如图3所示。
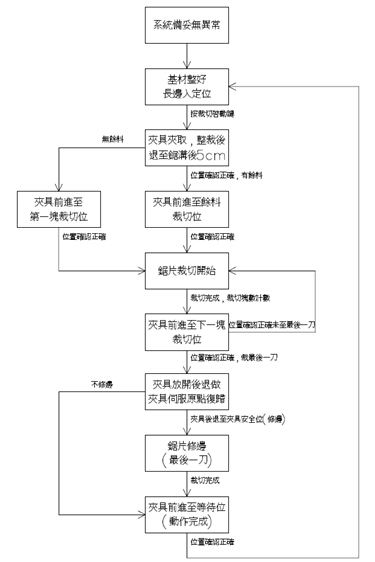
图3 裁切整边工艺流程示意图
2.3锯片裁切工艺流程
锯片裁切工艺流程示意图如图4所示。
图4 锯片裁切工艺流程示意图
2.4程序裁切工艺流程
程序裁切工艺流程示意图如图5所示。
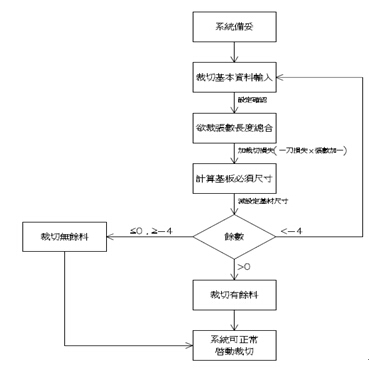
图5 程序裁切工艺流程示意图
3 设备操作界面
设备操作界面如图6所示。
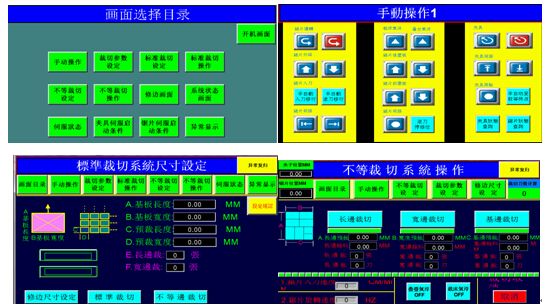
图6 设备操作界面图
4 效果与推广
通过以上的裁切工艺流程的执行,设备所能达到的裁切该设备加工裁切出来的成品满足了客户需求。总结起来有以下几点值得推广:成品裁切面光洁平整、不破裂,夹持面不压伤;高速度、高效率的精密裁切;采用光学尺定位,精度高;气浮式台面,兼具移动之便利性与不伤成品的特性;人机界面控制,操作方便,作业流程一目了然。参数如表1所示。
表1设备裁切参数
裁切范围
Max. 1260mm x 1260mm
Min. 250mm x 250mm
适用铜厚
1/3~2 oz
最大裁切高度
FR4, CEM 1 50mm
裁切精度
a. Linear Accuracy直线公差:±0.1mm/3m
b. Square Accuracy对角线公差:±0.25mm/m
c. Length Accuracy长度公差:±0.1mm/m
刀具主轴马力
15kW
锯片进给速度
2 ~ 6m/min
锯片退回速度
20 ~ 40m/min
送料机前进速度
10 ~ 30m/min
送料机后退速度
10 ~ 40m/min
作者简介:
李铁成,男,生于1974年4月,毕业于哈尔滨工程大学,工业自动化专业。现任中达电通股份有限公司工业控制系统产品开发处任高级应用工程师一职,负责台达机电产品的系统方案整合,具有8年台达机电自动化行业应用经验。

基本介绍: 滴灌带的生产,首先是塑胶带的挤出机,然后是塑胶带的打孔设备,这里着重介绍塑胶带的打扎部分。当挤出机将塑胶带挤出后,经过变频器的调速牵引,做一个速度控制。在主速牵引时进行同速的打孔。在同

电磁流量计的稳定的运行,对于确保生产的稳定安全以及生产效率的提高有很重要的意义,一般情况下,电磁流量计的测量都要保证管道内的液体介质保质满管状态,这是由电磁流量计测量的特点及内部电极的结构决定的。如
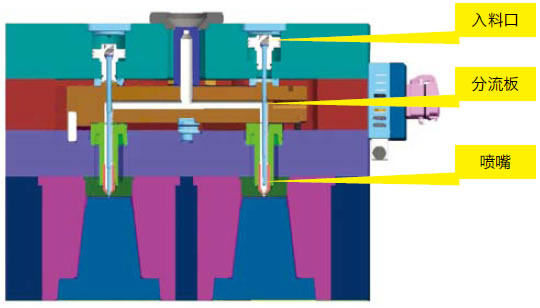
基本介绍 热流道技术由于其成品质量高,无废料,自动化程度高,模具使用寿命高等特点,越来越多的被国内客户所接受。热流道各项技术中,温度的控制是其核心关键技术之一。热流道温控点比较多,相互独立,控温要
在当前社会,科学技术水平与经济发展水平不断提升,AI等前沿技术赋能千行百业转型升级,如机械制造业、物流运输业、食品加工业等都开始朝着智能化、信息化方向探索,以智能工厂为载体的建设不断加速。01、走

当前自动化控制产品,在网络通讯领域的长足发展,多单机联网控制技术已经相当成熟。使以智能化生产为主要特征的网络化控制技术成为现实,尤其在工厂层级的网络化应用,大大了提高产品品质和生产管理效率。台达
At the SPS 2018 trade fair, ROSE is presenting numerous innovative products in the field of Human M
在大庆石化炼油厂,3,500吨常压处理生产线一直保持每天8,000到10,600吨原油的稳定流量。但是,原油泵在输送原油过程中消耗大量的电能。为了保持竞争力和低价位,寻找一种更加高效的油泵控制方法
随着科学技术的不断进步,以及城市化进程的影响,水库的管理变得更加复杂,要实现城市水库的精细化管理,必须借助先进的信息技术手段为支撑,实现对三防、水资源、供水安全的实时监控,优化管理模式和创新管理手