销售热线
主营:欧姆龙,三菱,安川,Pro-face

图1 动送料切布机外形如图片
2.1 功能设计 (1)裁切幅面宽度分为:800mm、1600mm,可满足不同客户的生产要求。 (2)四根立柱采用自动供油润滑,主轴设有自润滑轴承,减少磨损,延长使用寿命。 (3)裁布刀采用液压传动,使裁刀上下动作,裁切力大,噪音低;采用伺服电机带动滚珠丝杠传动,送料尺寸准确。 (4)电气控制部分以台达可编程控制器、触摸屏、交流伺服驱动器构成自动化集成系统,协调控制送料、下料及自动停机,定位精度可达0.01mm。 2.2技术性能设计 (1)裁切力:50KN 100KN; (2)裁切长度:20-1000mm 20-1600mm; (3)裁切幅宽:800mm 1600mm; (4)裁切厚度:50mm; (5)裁刀行程:140mm; (6) 刀刃距工作台面高度:150mm; (7) 工作台面尺寸:800×1000mm 1600×1600mm; (8) 裁切尺寸误差:≤1mm; (9) 主电机功率:2.2KW; (10)前进定位电机功率:1KW轻惯量伺服电机; (11)液压油量:85L。 2.3 台达机电产品产品应用 切布机使用台达机电产品之配置:PLC:EH系列;触摸屏HMI:AS38;伺服驱动器:ASD-AB(1KW-L)。具体型号:DOP-AS38BSTD+DVP-32EHOOM+08HM+ASD-A1021-AB+ECMA-C31010ES,参见系统结构图2所示。 3 自动送料切布机电控系统 3.1 整体结构 电控系统系统架构如图2所示。 HMI主要用于设置系统定长、设备加工刀数布料加工速度、点动速度、准备裁切宽度等 参数的设置;设备状态、故障信息、切刀当前对应位置、当前已加工刀数等的显示。 PLC部分主要完成整机逻辑动作的控制及伺服的定位控制和伺服的编码器位置反馈信号。 伺服主要工作完成送料的精准定位。
图2电控系统系统架构
3.2 自动送料切布机工艺流程 自动送料切布机工艺流程如图3所示。机器加工之前的机械初始位置,伺服送料轴需在参考点位置,切刀需在上限位,工作台在下限位;在流程连续加工过程中若按下暂停键,机器处于暂停状态,此时再次按下连续裁切可继续加工,按下回零键伺服送料回到对刀零点(此处主要是初次加工时裁切压力未调整到位,布料裁切不透需重新裁切压力),调整完裁刀压力后可再次按下连续裁切完成加工;另制约条件工作台只有伺服送料轴在参考点附近+/-10mm位置时方可上行,工作台不在下限位时,伺服送料轴不可移动;若发生安全光幕及急停等信号被触发时,不论什么情况下均需让切刀回到上限位及伺服回归参考点位置以保证机器处于绝对安全位置,确保作业人员安全。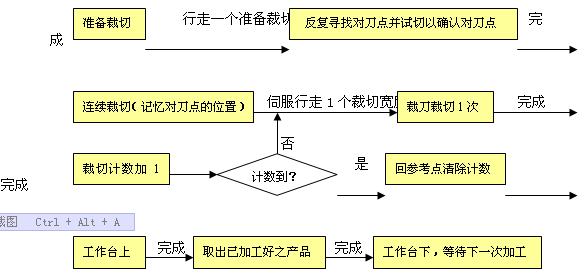

【案例背景】随着现代科学技术的快速发展,自动售票系统也越来越广泛应用于各种交通和娱乐领域,给人们带来了前所未有的方便。 目前,人工售票服务这种单一票据服务模式,在实际生活中存在较多的不足,在不同程度

随着科学技术的不断进步,以及城市化进程的影响,水库的管理变得更加复杂,要实现城市水库的精细化管理,必须借助先进的信息技术手段为支撑,实现对三防、水资源、供水安全的实时监控,优化管理模式和创新管理手
一、方案背景我们知道温室大棚内空气质量、温度、湿度、光照强弱、土壤的温度和含水量,对大棚内的蔬菜、水果等的生长起着关键性的作用,然而传统温室大棚的自动化程度较低,最基本的温度、湿度、光照等参数都依靠
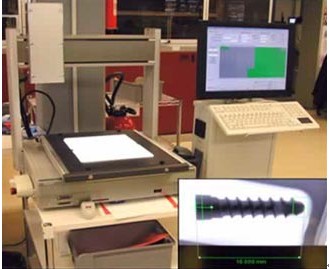
百分之百的检测和识别对多数产品而言是十分重要的。低产量通常会导致高成本,如果相关产品的类型广泛多样的话,情况更是如此。很好的一个实例是DePuy Spine(总部位于瑞士,强生公司旗下品牌),该公
中达电通股份有限公司南京分公司 吴志飞一、引言本机型广泛适用于化妆品、牙膏、制药、食品、化工等行业采用软管包装的产品的灌装封尾。本机型特点:具有自动上管、定位、无管不灌和自动出管功能。本机型(GF
钢铁自动化生产线监控系统的主要有两大功能:一方面,结合设备的运行状态信息可以对设备进行维修管理,保证设备正常的运行,将设备故障率降低到最低,同时将维修成本降低。另一方面,可以实时监控设备的生产状态,

作者:Hisafumi Nishida - CalsonicKansei Corporation“使用NI硬件和软件来构建汽车行业产品的HIL测试系统是非常有效的。” 使用NI LabVIEW软件和

河南新机股份有限公司 宋成丰 裴建才摘 要:本文详细介绍了台达人机界面、文本显示器、EH系列可编程控制器、V及B型交流变频器构成的控制系统在河南新机股份有限公司生产的XJ4142大全张四色胶印机