销售热线
主营:欧姆龙,三菱,安川,Pro-face
文/中达电通股份有限公司 周智军
【摘要】本文主要介绍台达VJ驱动器在注塑机上的双泵合流控制应用 。
【Abstract】This article introduces mainly about Delta driver double-pump control application in the injection molding machine.
【关键字】双泵合流;注塑机;压力闭环系统压力;系统流量
【Keywords】double-pump confluence;injection molding machine;pressure closed loop system pressure;system flow
伺服系列注塑机是目前国内外广泛应用的新产品,该系列机型采用高响应的伺服系统,使注塑机液压系统的输出功率与机器运行的实际消耗相匹配,对保压时间较长及厚壁、高精度等产品有明显的节电效果,与普通定量泵相比可节省用电量30%~80%,经济效益十分明显。
此外,可降低机器的发热量,增加油路液压密封件和液压油的使用寿命,大大降低了机器的维护费用,且增加了机器本身的使用寿命。对于大吨位注塑机需大流量的要求,在没有相应较大的电机及油泵的情况下,更考虑进一步节能,故大流量机器采用双泵合流或多泵合流来满足要求。
台达双泵合流驱动产品通过伺服控制器的485总线实现对分系统的协调控制,用合流后的压力作为压力反馈。上位机的给定压力和流量命令信号接入主泵(控制器),主泵通过485总线将数字命令传输给从泵,合流控制中的各个伺服控制器根据应用需求确定最节能的工作状态,协同控制各电机的力矩和转速,确保系统压力和流量的快速响应,压力和流量的稳定,以及制成过程中的平稳转换。
1 注塑机要求
系统最大压力17.5Mba,系统总流量为300L,采用双泵来控制,且为大小泵控制,根据客户要求来进行油路设计。
2 系统配置
主泵配置选用菲斯电机U1013F20.3,油泵选用德国艾可乐齿轮泵E1PH6-080RK23-1X,驱动器选用VFD450VL43A-J;
制动单元配VFDB4045,电阻配2500kW/25欧×2;
从泵配置选用菲斯电机U1010F18.3,油泵选用德国艾可乐齿轮泵E1PH3-064RA23-1X,驱动器选用VFD300VL43A-J;
制动单元配VFDB4030,电阻配为1500kW/20欧;
各种配件若干,包括磁环、编码器线、PG卡。
3 系统框图
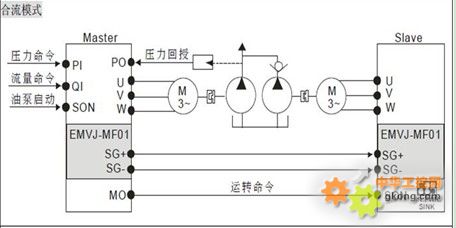
图1 系统框图
系统框图如图1所示。将主机MO1输出接至从SON接点,且主机MCM接至从机COM。
4 调试过程
主泵:主驱动器先根据标准单泵一样设定所有参数,再设定
A 压力命令、流量命令三点校正
B 03-13=1,主机
C 03-14=从机流量/主机流量×100%,
D 03-06=1 多功能输出(运转中)
因此次的从机64L/min,主机80L/min,则设定64/80×100%=80%。
从机:先设定基本的马达参数并进行自学习,再设定
A 03-13=2,从机
B 03-15=1,速度命令从485通讯给定
改变主机的压力控制参数,使整机性能达到最佳。
5 调试后全自动波形图
调试后的全自动波形图如图2所示。

图2调试后全自动波形图
6 调试过程中存在的问题
由于存在加、减速过程,导致注塑过程经常处于加、减速的过程中,注塑产品是一个对工艺比较敏感的过程,往往加速过程会使产品产生严重缺陷。所以要求加速过程要非常快,即要求动态响应非常快,否则会造成成品率下降的情况;
注塑机在合模时需要很大的力,变频器控制时经常会出现过流的情况,所以要求变频器有强的过载能力;
驱动器作为一个干扰源,经常对注塑机的温度板、动作顺序以及自身接收的压力流量信号、传感器信号都会有一定程度的干扰。要求驱动器一定要作抗干扰处理;
从泵在不同油路设计中要考虑从机反转泄压扭力限制03-16,若是此参数设置不合理将会造成从泵驱动器在个别动作中使直流母线上的电压瞬间升得很高,使驱动器报oud或oun。
7 注塑机使用驱动器时的注意事项
驱动器容量的选择:在选配驱动器容量前,应实测一下注塑机在各个工序过程中,油泵电机工频状态运行的最大负荷电流,作为选择变频器容量的依据。变频器的额定电流最好为控制电机额定电流的1.1~1.5倍,且电压等级与控制电机相符。
驱动器的安装环境:因为塑胶厂环境温度高,塑料粉尘多,因此节能装置的柜体要设计合理,柜内驱动器周围应留足够的空间,保证良好的通风渠道,并加装冷却风扇以强迫风冷。现场需安装在通风良好,远离热源和尘埃多的地方。
驱动器对注塑机工作的干扰处理:变频器的输入和输出电流中都会有一定量高次谐波成份,传出来便形成了干扰注塑机正常工作的信号。应采取以下措施:
(1)不要将驱动器的输入、输出电缆与驱动器的控制信号(包括其它设备的控制信号线)平行走或捆扎在一起;
(2)在驱动器的输出侧加装磁环(抗共模干扰零相电抗器)减小高次谐波电流,特殊情况输入侧也需要加装;
(3)驱动器的外壳必须可靠接地。
8 总结
VJ驱动器用在注塑机上的双泵合流控制具有省电、精确与油压机高射速、高响应特性,成本适中等优点。主要体现在如下几点:
(1)超省电节能:比传统定量泵油压系统省电30%~80%;
(2)系统油温低:油温降低5~10℃,减小冷却器规格;
(3)重复精度高:实现了精密的流量压力控制;
(4)速度响应佳:速度响应30~100ms以內;
(5)耐恶历环境:采用防震、防油、防尘的Resolver。
作者简介:
周智军,出生于1977年9月,毕业于中国石油大学机械设备制造及自动化专业,现任中达电通股份有限公司杭州分公司高级应用工程师,从事台达各种自动化产品的应用,协助产品营销推广,有着丰富的业界经验。
近期,中达电通济南分公司开发的台达机电系统解决方案在国家重点行业枕式包装机上获得成功应用。经过用户的严格测试,中达凭借在系统整合方面的优越性能,出众的性价比,得到青岛一包装设备公司的认可,在经过

近日,四方电气CA100伺服系统成功应用于中山某包装设备制造企业的两装位自动装箱机上,新系统大幅提高了设备装箱速度,提升了生产效率,运行更平稳更可靠。装箱机是一种将产品半自动或者自动装入箱中的设备。

作者:云南余静一、项目背景胶带分切台适用于大批量生产的双面胶、工业胶带、电工胶带,美纹纸胶带、金手指、绿胶带、泡棉胶带、3M胶带、小直径膜类及部分无胶类材料的分切。但是由于设备是第一代产品,控制方式

点击浏览该文件

背 景:客户生产贴标,灌装设备,自动化程度高。电气控制是保证其设备达到设计要求必要部分。问 题:前期供应商对设备工艺,电气调试能力未能达到客户预期,所以决定重新寻找新的供应商及解决方案!控制要求:当
严峻的疫情情况让人揪心,当空气都可能会成为病毒传播媒介的时候,,普通救护车就已经不能胜任了,所以一台专用的负压救护车应该是怎样的呢?2020年1月27日杜威智能向武汉新型肺炎防控指挥部捐赠了100台
近年来,以减轻地球升温效应(削减CO2排量)为代表的环境保护,以及应对石油等能源枯竭的各种措施,推动着全球规模的节能化发展,电动机变频器驱动的节能意向高涨。在国内,伴随着《节能法》的制定及执行力度的
机器人控制系统上的应用PF型I/O扩展电缆与MT-40H端子模组